Deutsch
DeutschFusion 360 Tutorial
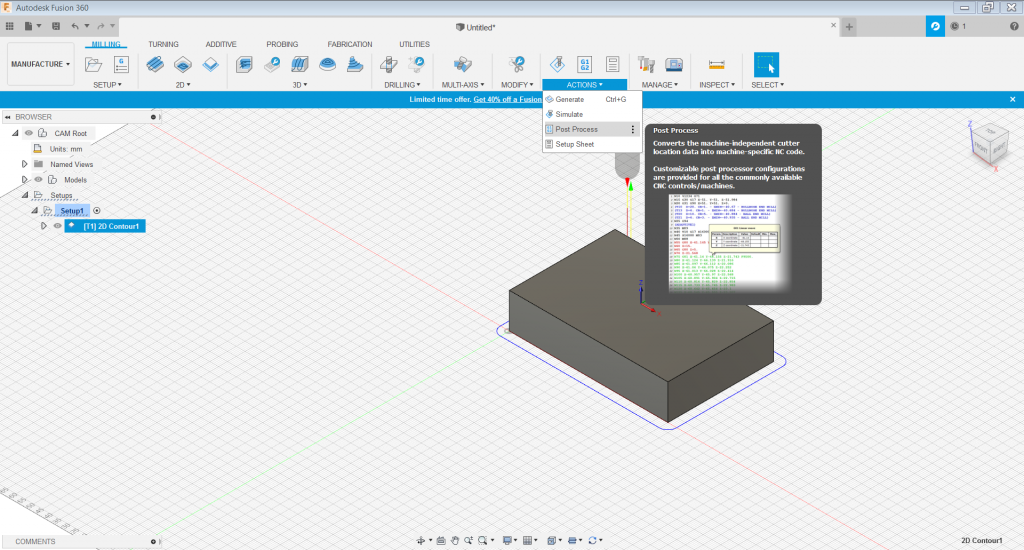
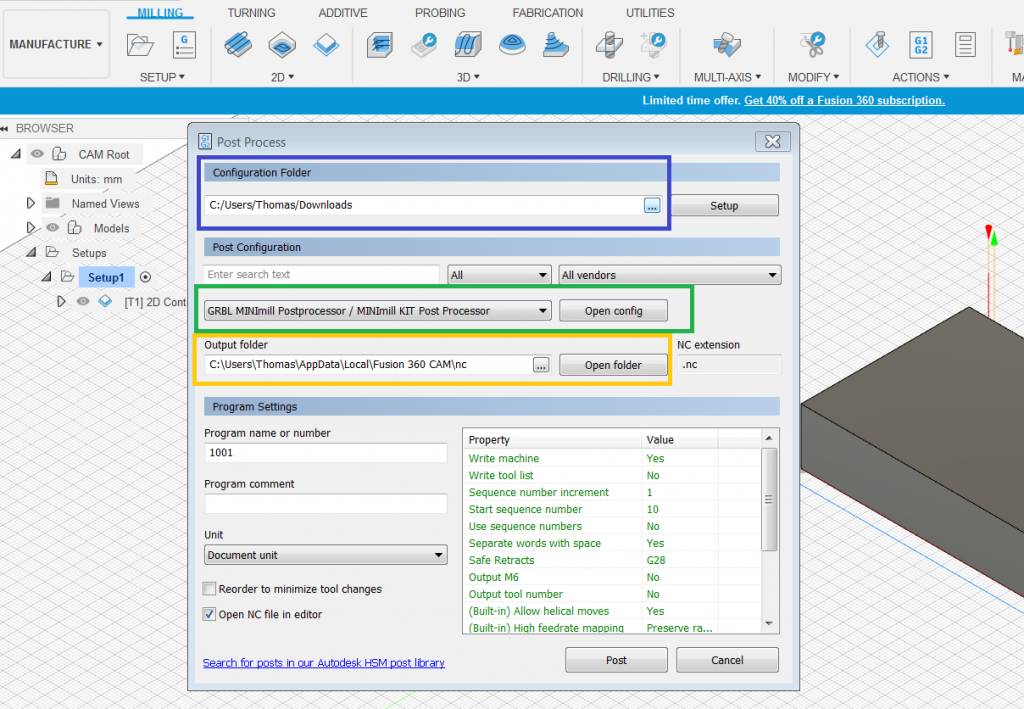
The following tutorial shows the basic settings for GCODE export in Fusion 360. Below you can also find the download link for our Fusion 360 post processor. We recommend our post processor as we removed some bugs of the original GRBL post processor.