English
EnglishFusion 360 Tutorial
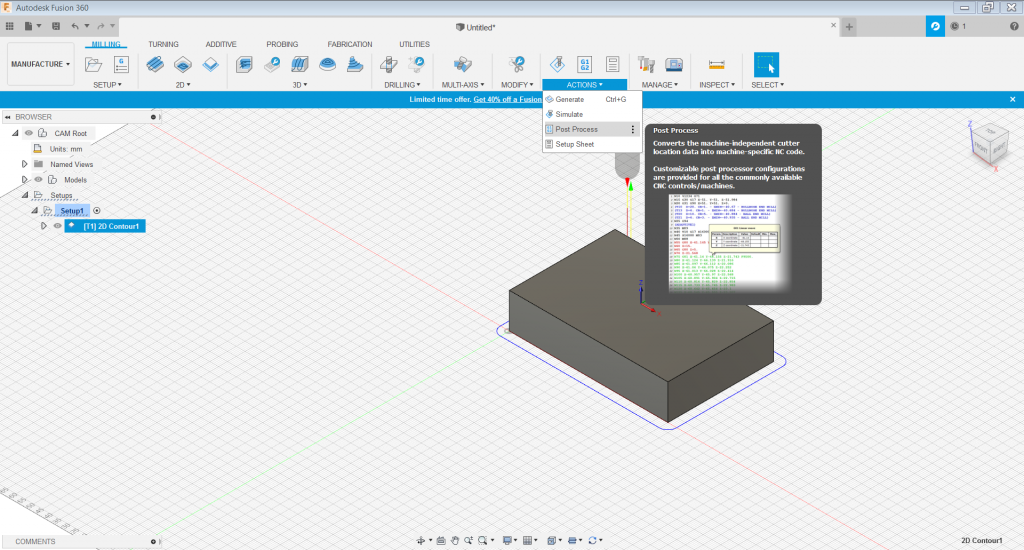
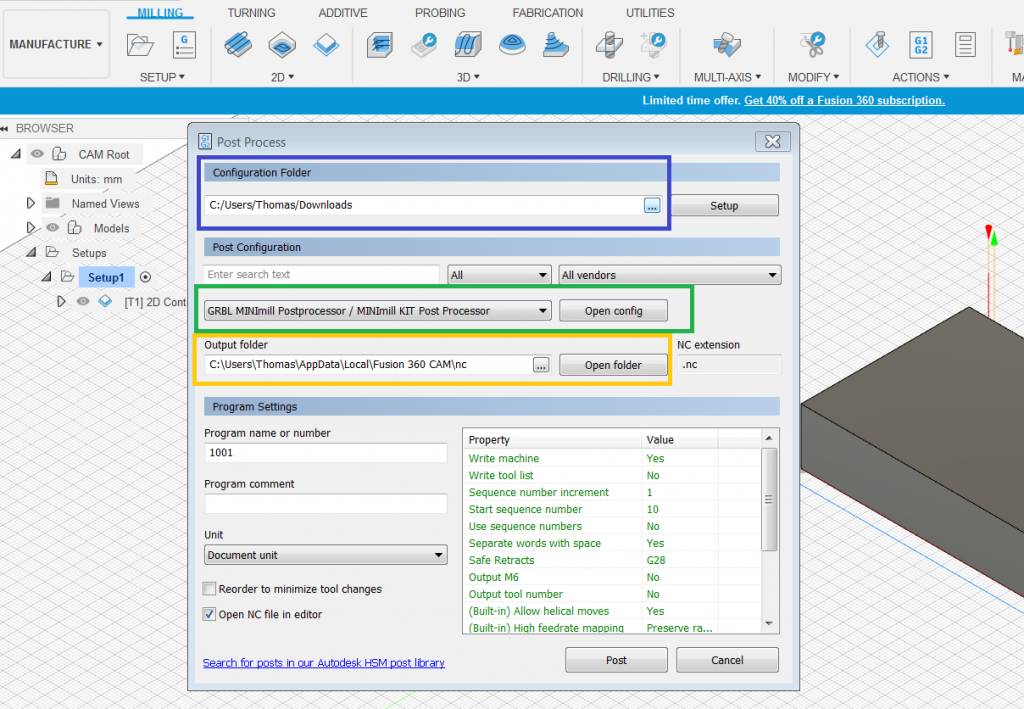
Im Folgenden werden die Grundeinstellungen für den GCODE Export in Fusion 360 erläutert. Wir haben im Tutorial einen Downloadlink für einen adaptierten GRBL Postprozessor. Sie können statt diesem auch einen der Standard GRBL Postprozessoren von Fusion 360 einstellen.