Deutsch
DeutschRecommended milling parameters
Our milling machines are made for milling wood, aluminum and plastics. We recommend our MINImill end mills and our CAM advice for exceptional milling results.
Our milling machines are made for milling wood, aluminum and plastics. We recommend our MINImill end mills and our CAM advice for exceptional milling results.

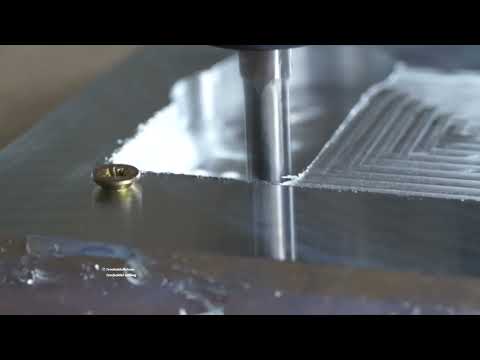
Full slot milling is a milling operation with a full cut width of the end mill. You usually use full slot milling for cutting out parts.
The video on the left side shows a full slot milling process on our MINImill KIT2 with the 1000W spindle. The full cut is made in the first part of the video. You can see a small burr on the upper side of the slot and a rough slot surface finish.
The second part of the video shows a finishing process. Finishing with a 0.1 offset at 1/3 of the roughing feed rate greatly improves surface finish and reduces the burr significantly. Finishing is usually done in one pass at full slot cut depth.
We used the following cutting parameters in the video:
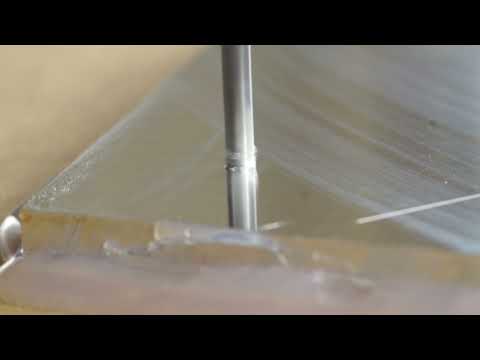
The video shows the difference between an axial plunge and a helical plunge into aluminum.
In the first segment of the video the end mill plunges at 1/3 of the slot milling feed into the material. The end mill vibrates slightly during the plunge process thus reducing the service time of the end mill.
The second part of the video shows the helical plunge process. The helical plunge speed is identical with the full slot cutting feed rate. However due to the plunge ramp the actual load on the end mill is greatly reduced. We recommend this operation for advanced CAM programs like Fusion 360, FreeCAD or similar CAM tools.
We used the following cutting parameters in the video:

Conventional pocket milling removes material layer by layer. The cutting parameters are similar to the slot milling process. The depth of cut in the video is 0.8mm with roughly 50% path overlap.
Trochoidal milling cuts the pocket at a full depth – in the video with 6mm depth. However the end mill only removes a small portion of the wall at each cut – in the video we use a 0.8mm side cut per pass.
The total cut volume / time is roughly identical in both process. Usually you can reduce cutting time for series production with trochoidal milling as there is the following advantage:
Trochoidal milling uses a much larger portion of the cutting edge in contrast to conventional pocket milling thus greatly reducing wear of your cutting tool. Conventional milling uses 0.8mm of the cutting edge / Trochoidal uses 6mm of the cutting edge in our example.
Note: for beginners and prototyping we usually use conventional pocket milling as it is much easier to setup, if you are a more experienced user we highly recommend this cutting process.We used the following cutting parameters in the video:
For drilling in aluminum on our milling machines we recommend step 1 – 1.5 at roughly 5.000rpm on the Mafell FM1000 spindle and a feed rate of roughly 30mm/min. We use good VHM drills up to a diameter of 6mm. We drill holes up to a diameter of 4.8 mm in one pass. We recommend a helical milling process for larger diameters.