English
EnglishWerkzeuglängensensor
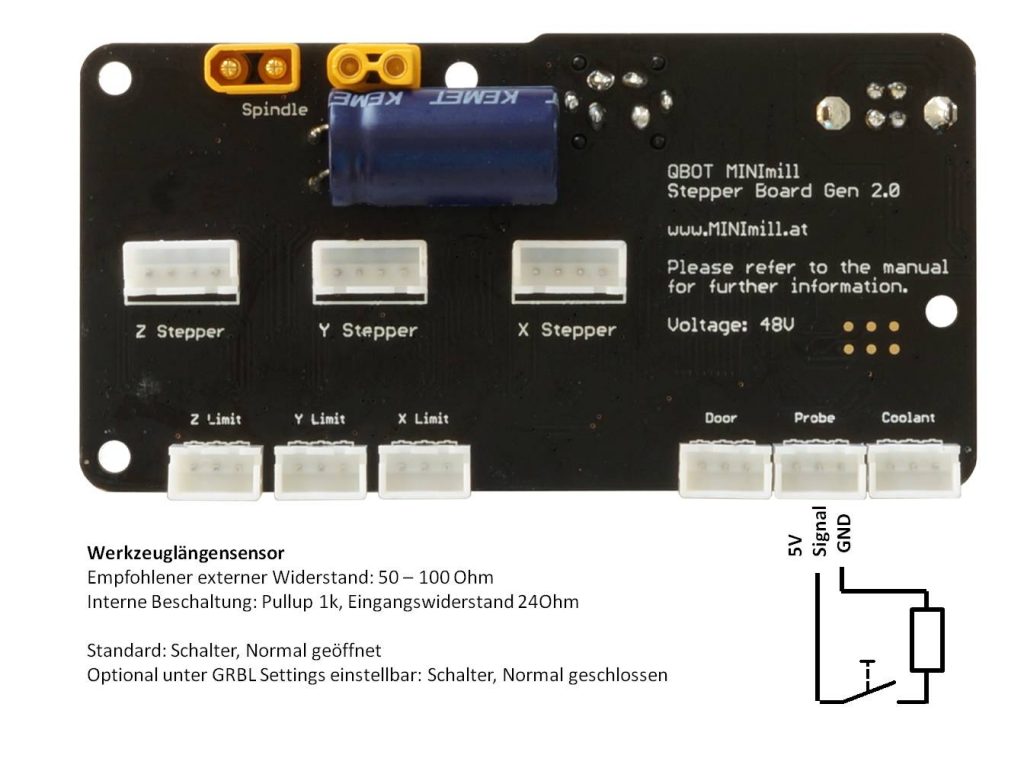
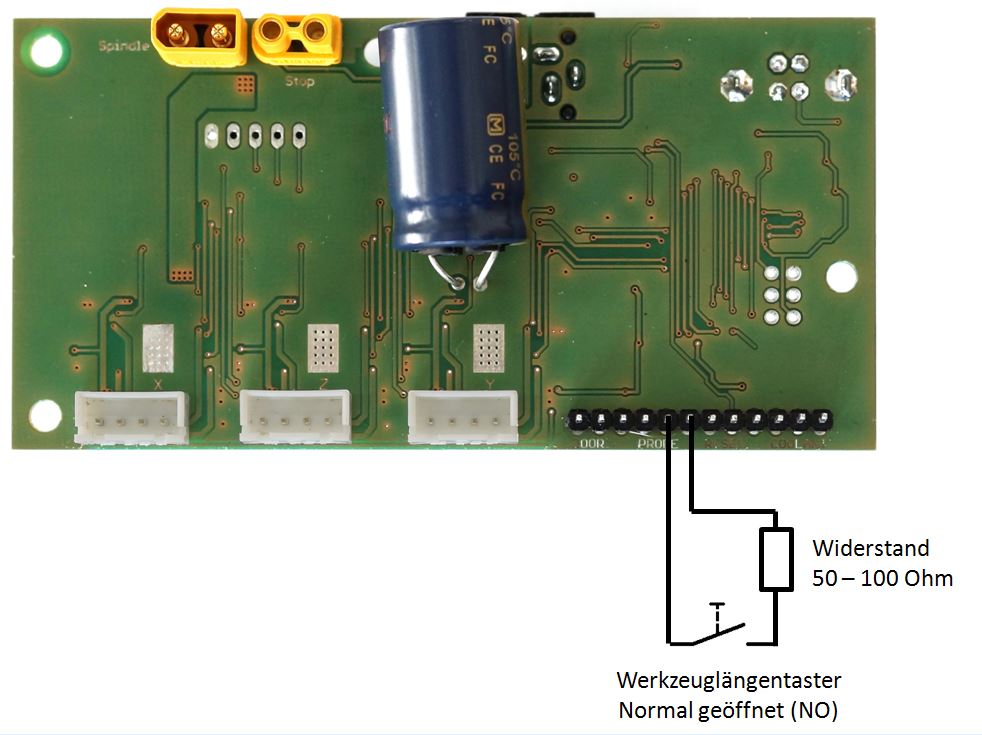
Die qBot MINImill unterstützt Werkzeuglängensensoren, die bei Berührung ein Schaltsignal auslösen. Der von uns angebotene Werkzeuglängensensor schließt bei der Werkzeuglängenmessung einen Kontakt und löst dadurch ein Messsignal aus.
Für das Platinenfräsen empfehlen wir statt einem externen Werkzeuglängensensor die bei uns erhältliche Aufspannplatte. Sollte Sie eine Platine in einer eignen Vorrichtung befestigen, so empfehlen wir die Werkzeuglängenvermessung direkt auf der Platine durchzuführen. Sie müssen hierfür die Platine mit einem der beiden Messkontakte verbinden und den Fräskopf mit dem anderen Messkontakt.
Die Messkontakte sind in der Anleitung ganz unten auf dieser Seite beschrieben. Für den Werkzeuglängensensor und die Platinenvermessung sind die Messkontakte ident.
Unter dem Menüpunkt Makro können Sie ein eigenes Makro zur Werkzeuglängenmessung anlegen. Folgendes Makro führt eine Werkzeuglängenmessung automatisch durch:
| Gcode | Beschreibung |
|---|---|
| G0 G53 Z0 | Gcode fährt die Frässpindel nach oben auf Z0, in Maschinenkoordinaten |
| G38.2 G91 Z[-maschine.z] F100 | Löst die Längenvermessung auf. Frässpindel fährt nach unten, bis der Werkzeuglängensensor ausgelöst wird. |
| G90 | |
| G92 Z19 | Setzt am Punkt der Werkzeuglängenmessung die Z Höhe in mm. Anstelle von 19mm bitte die genaue Auslösehöhe über der Materialoberfläche eintragen. |
| G0 Z20 | Hebt die Frässpindel auf Z20 – dh. 1mm über Z19 |
Makro Gcode zum Kopieren:
G0 G53 Z0
G38.2 G91 Z[-maschine.z] F100
G90
G92 Z19
G0 Z20